
Slag Inclusion in Iron Casting: Causes, Detection & Prevention
Slag inclusion is a problem in iron casting. It happens a lot. Can be very expensive. This is especially true for jobs where the iron casting needs to be strong and look good. It also needs to be good on the inside. Slag inclusion happens when bad things like oxides or silicates get into the iron. Sometimes leftover flux gets there too. These bad things get trapped in the iron as it cools and becomes solid. These bad things do not just make the iron casting look bad. They can also make it weak. This means that the iron casting can break when it is being worked on or when it is being used. Iron casting is important and slag inclusion can cause a lot of problems, with iron casting. Slag inclusion can really impact how well the castings work overall. Foundries need to understand slag inclusion to make quality castings.
Table of Contents
Introduction
In iron casting, Slag is an necessary by product of the melting process. It forms when molten iron reacts with oxygen, furnace stuffing’s, fluxes, or pollutants present in raw accoutrements. immaculately, Slag should float to the face of the molten essence and be removed before pouring. still, when melting practices, gating design, or pouring ways are not duly controlled, Slag can come entangled in the essence sluice. This leads to Slag Inclusion defects that weaken mechanical parcels, beget face irregularities, and concession machining performance.
Slag Inclusion in iron casting is particularly problematic because it can be delicate to descry visually, especially when the disfigurement lies beneath the face. Left unaddressed, it can lead to unseasonable element failure, client complaints, and increased product costs. This composition explains the causes of Slag Inclusion in iron casting, how it impacts casting quality, effective Slag Inclusion discovery styles, and proven ways to help it helping foundries maintain advanced quality norms and reduce defects at the source.
What Is Slag Inclusion in Casting?
Slag Inclusion in casting refers to the presence of unwanted on-metallic material trapped within a solidified iron casting. These eliminations are generally composed of oxides, silicates, sulfides, or flux remainders formed during melting and refining. Unlike porosity, which consists of gas voids, Slag eliminations are solid pollutants that come bedded in the essence matrix.
Slag eliminations may appear as stretched stripes, irregular pockets, or concentrated blights, frequently aligned with essence inflow paths. They can do on the face or remain retired internally, making them especially dangerous for cargo- bearing or pressure- retaining factors. In iron casting, Slag Inclusion defects generally appear during melting, spoon running, or pouring rather than during solidification itself.
Common Causes of Slag Inclusion in Iron Castings
The way to prevent the inclusion of slag is to understand where it actually comes from. In most cases, the source of the problem is either control or quality during the process. Here are the most common causes:
- Poor Quality of Raw Material: The cleanliness of molten iron is heavily influenced by the quality of the charge materials. If contaminated scrap, rusted returns, or dirty raw materials are utilized, they can introduce unwanted oxides and impurities into the melt.
- Improper Melting Practices: Things like overheating, excessive oxidation, or inadequate slag skimming allows slag to remain suspended in molten iron.
- Insufficient Slag Removal: If the slag is not removed properly from furnaces or ladles before pouring significantly raises the risk of slag inclusion in iron casting.
- Turbulent Metal Flow: Poor gating design or high pouring velocity causes turbulence, which pulls surface slag into the metal stream.
- Ladle and Furnace Lining Reactions: Worn or incompatible refractory linings can react with molten iron, contributing additional non-metallic inclusions.
How Slag Inclusion Affects Casting Quality
Slag inclusion has a direct and measurable impact on iron casting performance and reliability:
- Reduces tensile strength and fatigue resistance
- Causes poor face finish and ornamental defects
- Leads to machining difficulties and tool wear
- Increases the threat of leakage in pressure factors
- Raises rejection rates and rework costs
Indeed small Slag eliminations can act as stress concentrators, leading to crack inauguration under service loads.
Detection Methods for Slag Inclusion
Early and accurate slag inclusion detection methods help minimize downstream failures and customer complaints.
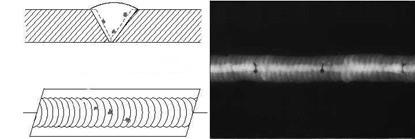
- Visual Inspection : Surface slag inclusions may appear as dark streaks, scabs, or rough patches after cleaning or machining.
- Radiographic Testing (X-ray) : Effective for detecting internal slag eliminations, especially in critical iron castings.
- Ultrasonic Testing : Used to detect subsurface eliminations and assess internal soundness.
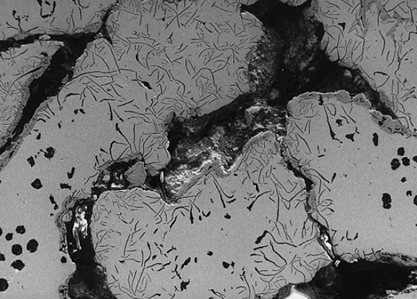
- Metallographic Examination : Provides detailed insight into the type, size, and distribution of slag inclusions at a microstructural position.
How to prevent Slag Inclusion
When it comes to cast iron, keeping slag inclusions at bay means paying attention to every detail of the process, from the raw materials all the way to the pouring stage.
- Use Clean and Controlled Charge Materials – Select low-impurity scrap and properly prepared returns to reduce slag formation at the source.
- Optimize Melting and Slag Skimming – Keep and maintain the melting temperatures accurate, reduce oxidation, and make sure slag is completely removed before pouring.
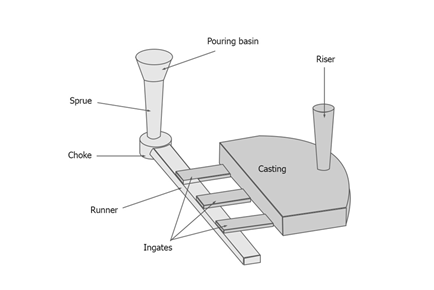
- Improve Gating and Runner Design – Design gating systems that promote smooth, laminar metal flow and help slag entrainment.
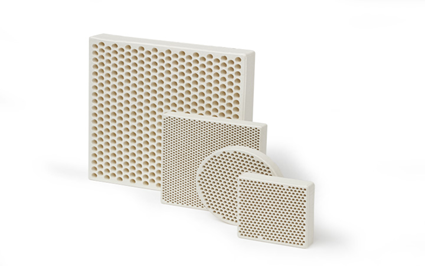
- Use Slag Traps and Filters – The ceramic filters and slag traps are very important because they help keep the mold cavities clean and free of slag.
- Maintain Refractory and Ladle Cleanliness – This is very important, for the refractory and ladle. Regular inspection and maintenance of furnace and ladle linings help reduce refractory related eliminations.
Difference Between Slag Inclusion vs.Other Casting Defects
Slag inclusion is often confused with other casting defects, particularly porosity or oxide films. While porosity consists of gas-related voids, slag inclusions are solid, irregularly shaped contaminants. Slag inclusions tend to follow metal flow patterns and have inconsistent shapes, whereas gas porosity is usually round and evenly distributed. Understanding this distinction is critical for accurate root-cause analysis and corrective action.
Conclusion:
Slag Inclusion in iron casting is a disfigurement that can be largely avoided when its root causes are easily understood and duly managed. Every step of the casting process matters from opting clean, high- quality raw accoutrements and following disciplined melting practices to designing effective gating systems and carrying out through examinations. When foundries concentrate on effective Slag junking, maintain better control over molten essence inflow, and use dependable discovery styles, defects can be significantly reduced. The result is advanced casting quality, bettered thickness, and lesser long- term trust ability.
By following these stylish practices, manufacturers like AKP Ferrocast can insure stronger, cleaner castings and deliver reliable performance to their customers.
Frequently Ask Questions
Is slag inclusion dangerous for end-use products?
Yes. Slag inclusions can compromise the integrity of castings, leading to issues like cracks, leaks, or even premature failures, particularly in applications that bear heavy loads or involve pressure.
Can slag inclusions be removed after casting?
Generally no. face defects may be base off, but internal eliminations frequently bear form or rejection.
Does slag inclusion affect only iron casting or other metals too?
No. Slag inclusion can occur in iron castings, steel, aluminum, and other metal castings.
What does slag look like in a finished casting?
It appears as dark spots, streaks, or irregular non-metallic areas on or beneath the surface.
Are slag inclusions visible during visual inspection?
Only surface inclusions are visible; internal defects need non-destructive testing for detection.